Lahat Tungkol sa Lathe Chucks

Ang mabilis na pag-unlad ng industriya ng metalworking ay magiging imposible nang walang pagpapabuti ng mga kagamitan sa makina. Tinutukoy nila ang bilis ng paggiling, hugis at kalidad.
Ang lathe chuck ay mahigpit na humahawak sa workpiece at nagbibigay ng kinakailangang clamping force at katumpakan ng pagsentro. Tinatalakay ng artikulong ito ang mga pangunahing nuances ng pagpili.

Mga kakaiba
Ang produktong ito ay ginagamit sa pangkalahatan at espesyal na layunin na mga makina upang i-clamp ang workpiece sa spindle. Nagbibigay ito ng matatag na paghawak at mataas na puwersa ng pag-clamping sa mataas na torque.


Mga view
Ang isang malaking bilang ng mga chucks para sa mga lathe ay ipinakita sa modernong merkado: driver, pneumatic, diaphragm, hydraulic. Lahat sila ay inuri ayon sa sumusunod na apat na pamantayan.
Sa pamamagitan ng disenyo ng mekanismo ng clamping
Alinsunod sa mga parameter na ito, ang mga lathe chuck ay nahahati sa ilang mga uri.
-
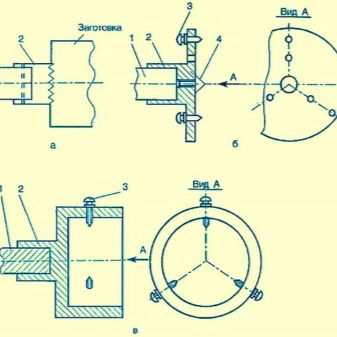
Guide chuck. Ang mga naturang produkto ay ang pinakasimpleng at ginagamit para sa pagproseso ng sentro. Kung ang mga gilid ay kailangang patalasin, piliin ang may ngipin o naka-pin na mga opsyon.
-
Self-centering spiral.
-
Pingga... Ang uri na ito ay nailalarawan sa pamamagitan ng hydraulically driven connecting rod. Ipinagmamalaki ng produkto ang tumaas na pangangailangan sa maliliit na industriya.
-
Hugis wedge... Ito ay kahawig ng isang pingga, ngunit may mas mataas na katumpakan sa pagsentro.
-
Collet... Ang ganitong pagpupulong ay maaaring ayusin ang mga sample lamang sa anyo ng mga rod na may maliit na diameter. Sa kabila ng pinababang versatility nito, sikat ito sa mababang radial runout nito, na may positibong epekto sa kalidad.
-
Nakakatamad - upang ikonekta ang drill sa makina.
-
Paliitin fit chuck... Ito ay ginagamit sa parehong mga makina tulad ng collet ngunit nangangailangan ng pag-urong fit.
-
Ang isang alternatibo sa collet ay ang hydraulic pneumatic chuck. Ang mga lathe chuck ay nag-clamp ng tool sa ilalim ng presyon ng gumaganang fluid, kaya mas kaunting puwersa ang kinakailangan upang ligtas na mahawakan ang tool.


Tingnan natin ang istraktura at mga tampok ng ilan sa mga sikat na varieties.
Collet
Ang isang mahalagang papel ay nilalaro ng manggas ng metal, na nahahati sa tatlo, apat o anim na bahagi. Tinutukoy ng kanilang numero ang maximum na diameter ng item na aayusin.
Sa pamamagitan ng disenyo, maaari silang nahahati sa dalawang uri: mga feed collet at clamping collet. Binubuo ang mga ito ng isang hardened steel bushing na may tatlong di-butas na mga ginupit, ang mga dulo nito ay pinagsama-sama upang bumuo ng isang talulot. Ang mga ejector collet ay spring load at iba-iba sa bawat modelo.

Habang gumagalaw ang collet sa chuck, lumiliit ang groove, tumataas ang grip ng retainer at workpiece.
Para sa kadahilanang ito, ang ganitong uri ng chuck ay kadalasang ginagamit para sa reworking na machined workpieces. Kung ang uri ng workpiece ay hindi tumutugma sa hugis ng collet, ang mga manggagawa ay gumagamit ng mga maaaring palitan na pagsingit.

Pingga
Ang sentro sa disenyo ng device na ito ay isang dalawang-armadong pingga na nagtutulak sa mga may hawak at clamp. Ang bawat isa sa kanila ay may iba't ibang bilang ng mga cam. Ginagawang posible ng tampok na ito ang mga bahagi ng makina na may mga kumplikadong geometries. Ang chuck sa lathes ay tumatagal ng mas matagal para sa auxiliary work, na nagpapababa ng produktibidad.Gayunpaman, ito ay isang angkop na tool para sa make-to-order na produksyon sa maliliit na pabrika.

Ang ganitong uri ng makina ay maaaring iakma gamit ang isang wrench (na gumagalaw ng mga cam sa parehong oras)... Ang posisyon ng bawat piraso ay maaari ding ayusin nang nakapag-iisa.
Matapos mai-clamp ang workpiece, karaniwang pinipili ang isang uri ng lever na produkto para sa roughing, dahil ang pinakamaliit na paglalaro ay maaaring makaapekto sa hugis ng hinaharap na bahagi.
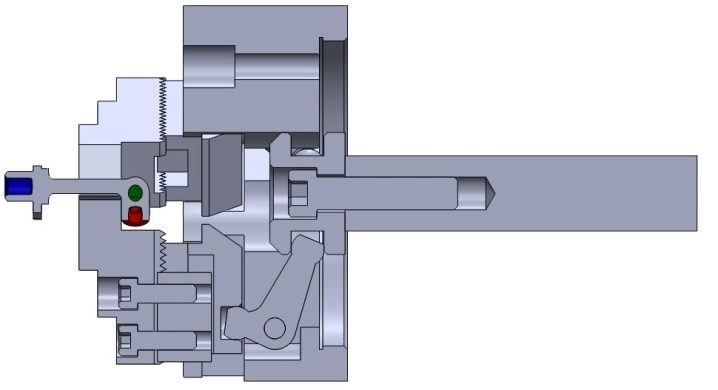
Wedge
Ang wedge chuck para sa mga lathe ay isang mas advanced na bersyon ng disenyo ng uri ng lever. Maraming mga independiyenteng drive ang ginagamit upang ayusin ang posisyon ng mga clamp. Bilang resulta, ang mga workpiece na may mga kumplikadong geometries ay maaaring i-clamp at paikutin sa anumang direksyon. Bukod sa iba pang mga bagay:
-
maaari mong iproseso ang mga produkto na may maliit na error at tumpak na mga hugis;
-
isang unipormeng puwersa ang inilalapat sa bawat cam;
-
mataas na kalidad na pag-aayos sa mataas na bilis.


Gayunpaman, ang pagiging kumplikado ng pag-setup at ang oras ng pag-setup bago ang trabaho ay tumaas nang malaki. Sa maraming mga kaso, ang mga lathe chuck ay may mga espesyal na modelo ng clamping na inangkop upang gumana sa mga CNC device.
Sa dami ng mga cam
Ang mga produktong inilarawan sa ibaba ay nasa pinakamalaking demand.
-
Dalawang-cam... Ang mga chuck na ito ay may dalawang cylinders, sa isang gilid, na may turnilyo sa pagitan ng mga cams o isang mekanikal na paghahatid. Kung ang puwang ay na-offset patungo sa workpiece, ang center axis ay ma-offset din.
-
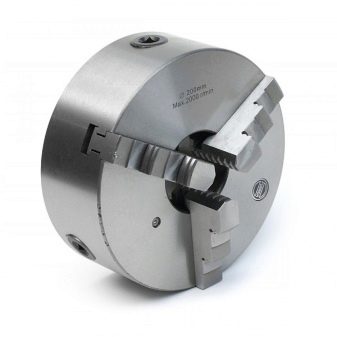
Three-cam... Ang mga ito ay hinihimok ng isang gear drive at nagbibigay-daan sa mabilis na pag-aayos ng mga bahagi nang walang pag-uubos ng oras na muling pagsasaayos. Ginagawa ang pagsentro gamit ang tapered o cylindrical na mga balikat.
-
Apat na cam... Ito ay pinagtibay ng mga tornilyo at ganap na nagsasarili, ang kanilang mga palakol ay nasa eroplano ng disk. Ang ganitong uri ng lathe chuck ay nangangailangan ng maingat na pagsentro.
-
Six-cam... Ang mga cartridge na ito ay may mababang puwersa ng pagdurog at ang puwersa ng compression ay pantay na ipinamamahagi. Mayroong dalawang uri ng cams: integral at assembled cams. Ang mga ito ay hindi masyadong sikat, at maaari mo lamang itong bilhin sa pamamagitan ng pre-order.


Sa pamamagitan ng uri ng clamp
Ang chuck jaw ay nahahati sa isang forward cam at isang reverse cam. Ito ay may kaunti o walang makabuluhang epekto sa pagganap.
Ito marahil ang pinakasikat na disenyo. Gumagana ang mekanismo sa pamamagitan ng paggalaw ng cam at clamp gamit ang isang dalawang-armadong pingga.


Klase ng katumpakan
Mayroong 4 na klase ng katumpakan sa kabuuan:
-
h - normal na katumpakan;
-
n - nadagdagan;
-
b - mataas;
-
a - lalo na ang mataas na katumpakan.

Depende sa aplikasyon, ang materyal ng chuck body ay maaaring mapili:
-
cast iron ≥ sc30;
-
bakal ≥ 500 MPa;
-
mga non-ferrous na metal.

Mga sukat (i-edit)
Mayroong kabuuang 10 karaniwang laki ng lathe chuck: 8, 10, 12, 16, 20, 25, 31.5, 40, 50 at 63 cm.


Pangkalahatang-ideya ng mga tagagawa
Sa modernong merkado, Aleman Rohm at magpakintab Bison-Bial, na mayroon ding mga pabrika para sa produksyon ng mga teknikal na kagamitan, kasangkapan at kagamitan sa makina. Bagama't ang mga ito ay napakamahal, ang paggawa ng kahit ano nang hindi nagiging mga chuck ay hindi na maiisip ngayon.


At din ang mga cartridge ng tagagawa ng Belarusian na "Belmash" ay napakapopular sa CIS.

Ano ang dapat isaalang-alang kapag pumipili?
Ang hindi tamang disenyo ay maaaring humantong sa pagtaas ng bilang ng mga may sira na produkto at pagkasira ng makina. Ayon sa GOST, ang mga sumusunod na punto ay dapat isaalang-alang kapag kumokonekta.
-
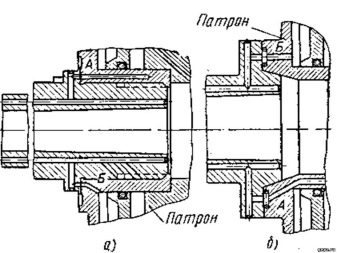
Uri ng pag-mount sa spindle shaft. Maaaring gamitin ang mga centering strap, flanges, cam clamp at swivel washer para sa pangkabit.
-
May limitasyon sa dalas... Isaalang-alang ang pinakamataas na bilis kung saan gagana ang lathe chuck.
-
Bilang ng mga panga, uri ng panga (nakabit sa ibabaw o pinagsama), tigas at paraan ng pag-clamping, uri ng paggalaw - lahat ng ito ay tumutukoy sa pagganap ng clamp at ang oras na kinakailangan para sa muling pagsasaayos nito.

Paano ito gawin sa iyong sarili?
Isipin nang maaga kung paano aayusin ang produkto sa makina, at, kung kinakailangan, gumawa o bumili ng sinulid na bushing. Pagkatapos ay maaari kang magpatuloy.
-
Sa umiiral na plato, markahan ang isang bilog at dalawang axes na dumadaan sa gitna nito at intersecting sa isang anggulo na 90 degrees.
-
Gumamit ng jigsaw upang gupitin ang bezel sa marka, at buhangin ito ng mabuti.
-
Kasama ang nagresultang axis, ang mga grooves ay pinutol ng ilang sentimetro mula sa gitna at dalawa hanggang tatlong sentimetro mula sa gilid.
-
Nakita ang sulok sa apat na pantay na piraso, at mag-drill ng isang butas sa bawat panig na may parehong laki ng drill.
-
I-thread ang isang M8 thread sa pangalawang sulok na strip at i-tornilyo ang bolt.
-
Pagkasyahin ang sinulid na bushing para sa pag-mount ng baras.
-
I-secure ang bracket sa bezel gamit ang mga bolts at washers.
-
Ang huling hakbang ay ang pag-install ng chuck sa lathe.

Upang ma-secure ang workpiece sa homemade chuck na ito, ang anggulo ay inilipat at naayos sa pamamagitan ng paghigpit ng nut, at sa wakas ang workpiece ay na-clamp na may screw screwed sa thread.
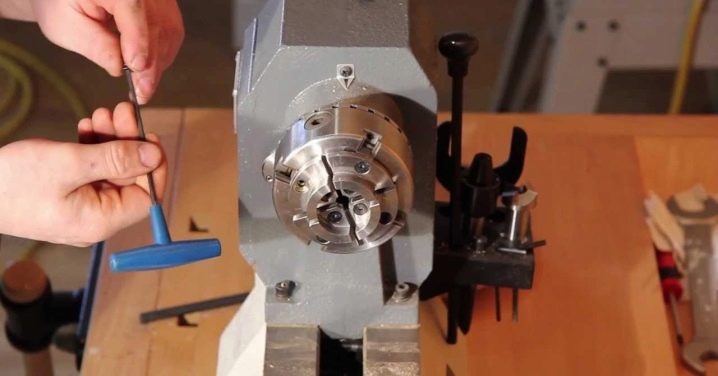
Paano mag-install at mag-alis ng tama?
Ang makina ay maaaring nilagyan ng sinulid o flanged chucks, ang lahat ay depende sa laki nito. Ang unang uri ay maaaring gamitin sa mga mini machine. Ang sinulid na chuck ay hindi masyadong mabigat kaya ang pagpupulong ay hindi isang problema, ihanay lamang ang mga sinulid na bahagi at i-screw ang mga ito. Magagawa ito ng isang tao nang hindi gumagamit ng mga tool.
Ang flanged na bersyon ng chuck ay maaaring tumimbang ng higit sa 20 kg. Ang pinakasikat na uri ay ang swivel washer na naka-mount sa ilalim ng spindle.


Ang pag-install ay isinasagawa sa maraming yugto.
-
Una, suriin ang kondisyon ng chuck at spindle at itama ang anumang mga pagkakamali. Ang spindle runout ay dapat na hindi hihigit sa 3 microns.
-
Ang makina ay inilalagay sa neutral na bilis.... Susunod, ang kartutso ay naka-install sa mounting base. Ngayon ay kailangan mong isentro ang chuck.
-
I-install ang caliper sa spindle sa layo na mga 1 cm, ihanay ang mga stud sa mga butas sa flange. Pagkatapos ang tailstock ay pinapakain sa chuck, ang gabay ay tumatakbo kasama ang buong haba sa pagitan ng mga cam, pagkatapos ito ay naka-clamp.
-
Sa susunod na hakbang, ang chuck ay itinutulak sa spindle (ang pin ay ipinasok sa butas ng flange) at ang quill ay pinalawak. - movable headstock sleeve.
-
Pagkatapos ay inilabas ang cam, ang tailstock ay binawi at ang mga mani ay hinihigpitan. Sa pagtatapos ng trabaho, suriin ang pagtatapos ng runout.

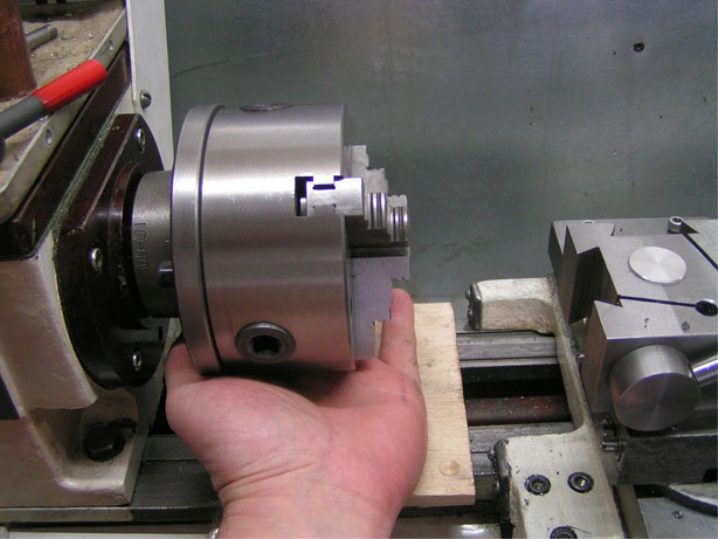
Susunod, isasaalang-alang namin kung paano alisin ang chuck ng isang awtomatikong woodworking machine.
-
Matapos tanggalin ang cam nang maaga, itakda ang gabay sa malayo hangga't maaari kaugnay ng chuck. I-secure ang tailstock.
-
Pagkatapos ay ang mga nuts na humahawak sa chuck sa lugar ay tinanggal isa-isa. Upang gawin ito, kinakailangan upang itakda ang gear lever sa pinakamababang pag-ikot upang maiwasan ang pagbabago ng posisyon ng chuck.
-
Matapos maluwag ang unang nut i-on ang pingga sa mataas na bilis, at i-on ang chuck sa nais na posisyon.
-
Hilahin ang quill, at dahan-dahang tanggalin ang chuck mula sa spindle flange.
-
Kung ang kartutso ay tumitimbang ng marami, dapat itong ilagay sa ilang uri ng suporta, pagkatapos ay bitawan ang cam at alisin ang gabay sa upuan nito. Iyon nga lang, tapos na ang trabaho.
Ang pagsunod sa mga panuntunan para sa pag-set up at pagpapatakbo ng mga makina ay ginagarantiyahan ang kalidad ng mga resulta ng pagpoproseso ng mga workpiece, at tinitiyak ang pangmatagalang walang problema na operasyon ng makina.
Mga tip sa pagpapatakbo
Ang wastong paggamit ng lathe ay kinabibilangan ng mga sumusunod.
-
Regular na paglilinis Ang kagamitan at regular na pag-alis ng chip ay makakatulong na mabawasan ang downtime, pagkasira at pagtanggi habang lumiliko. Kung ang pagpapanatili ay hindi isinasagawa sa isang regular na batayan, ang mga pagkasira ng kagamitan ay maaaring tumaas nang malaki, ang tibay ay maaaring mabawasan, at ang mga gastos sa produksyon ay maaaring tumaas.
-
Upang maiwasan ang pagkabigo ng kagamitan, dapat mong regular na suriin ang kondisyon ng mga cutting edge at likod ng mga tool sa pagtatrabaho, agad na patalasin o palitan ang mga mapurol na kasangkapan.
-
Lahat ng mga sangkap na kailangan mogaya ng langis, coolant, tool, lathe accessory at fastener, dapat na may naaangkop na kalidad at ng tinukoy na tatak.
-
Pagpapalit ng mga may sira na bahagi at kasangkapan, pag-aalis ng mga simpleng malfunctions.













Matagumpay na naipadala ang komento.