Lahat Tungkol sa Mga Laki ng Pag-tap

Ang pag-alam sa lahat tungkol sa mga laki ng mga gripo para sa pag-tap ay lubhang kapaki-pakinabang para sa lahat na kailangang gumawa ng thread na ito sa lahat ng oras. Kailangan mong maingat na isaalang-alang ang karaniwang pitch ng mga gripo na M6 at M8, M10 at M12, M16 at M30. Kakailanganin mo ring pag-aralan ang mga sukat ng pulgada at ang mga prinsipyo ng pagpili ng seksyon ng drill.

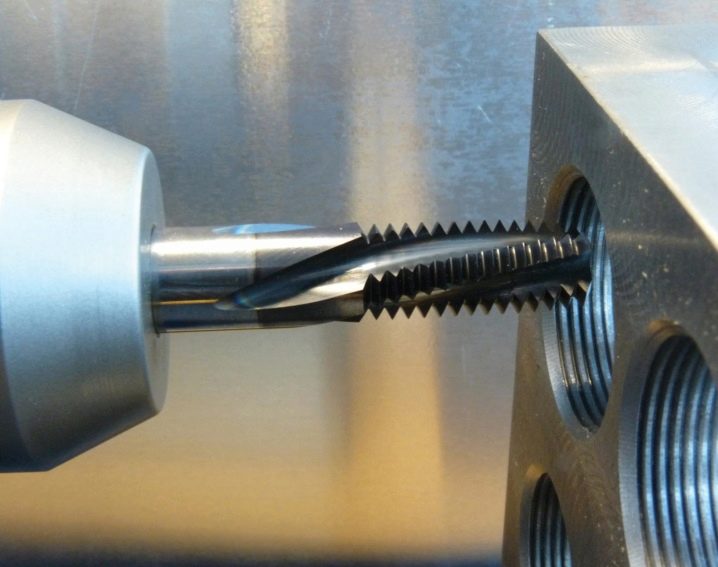
Mga karaniwang parameter ng pag-tap
Ang mga espesyal na kagamitan sa pagmamarka para sa threading ay malinaw na sukat. Ang dami ay sinusukat sa maraming paraan. Ang pangunahing thread index, kahit para sa mga produktong panukat, ay nakatakda sa isang pulgadang sukat. Hindi ito mahirap makita sa anumang paglalarawan ng mga naturang produkto. Kaya, para sa mga taps ng M6, ang thread ay ginawa gamit ang isang seksyon na 0.1 cm Sa kasong ito, ang laki ng butas para sa threading ay maaaring mula 4.8 hanggang 5 mm.

Para sa mga produkto ng kategorya ng M6, ang karaniwang pangunahing pitch ay magiging 1.25 mm. At ang punched passage para sa isang produkto na may diameter na 8 mm ay umabot sa 6.5-6.7 mm. Para sa mas maliliit na istraktura (M5), ang mga naturang sukat ay kinuha upang magkasabay sa 0.8 mm, 4.1-4.2 mm, ayon sa pagkakabanggit. Ito ay kagiliw-giliw na ihambing ang modelong ito sa isang malaking serial sample - M24. Ang hakbang ng pagbuo ng mga grooves ay magiging 3 mm, at ang landing square ay kinuha katumbas ng 1.45 cm.
Ang metal marking device, type M12, ay bumabawas sa 1.75 mm. Ang seksyon ng butas ay magiging 9.9 o 10 mm. Para sa mas maliit na M10, ang mga naturang tagapagpahiwatig ay kinuha katumbas ng 1.5, 8.2 at 8.4 mm, ayon sa pagkakabanggit (sa kaso ng minimum at maximum na pagpasa).

Minsan M16 taps ang ginagamit. Binibigyang-daan ka ng mga tool na ito na mag-scratch ng mga thread sa pagitan ng 2 cm, na may mga channel na 1.35 cm ang minimum at 1.75 cm ang maximum.
Sa ilang mga kaso, kinakailangan na gumawa ng mga grooves sa pagitan ng 2.5 mm. Pagkatapos ang mga pag-tap mula sa kategoryang M20 ay sumagip. Sa panahon ng kanilang operasyon, ang mga sipi na may cross section na hindi bababa sa 1.5 cm ay nabuo. Ang mga sukat at mga parameter ng pagpapatakbo (sa sentimetro) ng ilang iba pang pagmamarka na aparato ay ipinapakita sa talahanayan sa ibaba. Mahalagang maunawaan na ang lahat ng sinabi ay nalalapat lamang sa mga metric thread.
|
Uri ng index |
Slot stroke |
Seksyon ng channel |
|
M7 |
0,1 |
0,595 |
|
M9 |
0,125 |
0,77 |
|
M2 |
0,04 |
0,16 |
|
M4 |
0,07 |
0,33 |
|
M11 |
0,15 |
0,943 |
|
M18 |
0,25 |
1,535 |
|
M22 |
0,25 |
1,935 |
|
M24 |
0,3 |
2,085 |
|
M30 |
0,35 |
2,63 |
|
M33 |
0,35 |
2,93 |
|
M42 |
0,45 |
3,725 |
|
M48 |
0,5 |
4,27 |
|
M60 |
0,55 |
5,42 |
|
M68 |
0,6 |
6,17 |
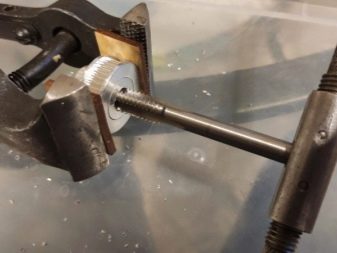
Ang mga karaniwang sukat ng shank ay na-normalize din (sa millimeters):
- 2.5x2.1 (para sa mga gripo na hindi hihigit sa M1.8);
- 2.8x2.1 (M2-M2.5);
- 3.5x2.7 (para lang sa M3 taps);
- 4.5x3.4 (para lamang sa pagmamarka ng kagamitan M4);
- 6x4.9 (mula M5 hanggang M8 kasama);
- 11x9 (M14);
- 12x9 (M16 lang);
- 16x12 (M20 lang);
- 20x16 (mga marker M27).
Mayroon ding mga shanks:
- 14x11;
- 22x18;
- 25x20;
- 28x22;
- 32x24;
- 40x32;
- 45x35.

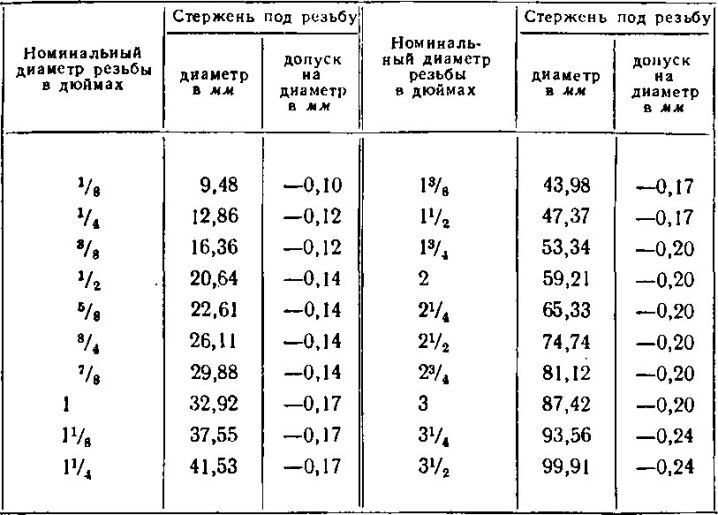
Mga sukat ng pulgada
Karaniwan ang mga ito para sa mga produktong ibinibigay mula sa USA at Great Britain. Kung ang cross-section ng mga grooves ay 3/16, ang butas ay mahigpit na inilatag mula 0.36 hanggang 0.37 cm Medyo sikat na 1/4 inch taps gumawa ng mga channel na 5-5.1 mm, at para sa mga produkto ng 3/8 na klase, ang mga tagapagpahiwatig na ito ay magiging 7, 7 at 7.9 mm, ayon sa pagkakabanggit. Ang puwang ng uka (sa millimeters) ay magiging katumbas ng:
- 1,058;
- 1,27;
- 1,588.

Ipinapalagay ng 1/2 format ang isang groove spacing na 2.117 mm. Sa kasong ito, ang isang sipi ng 1.05 mm ay inilatag. Ang mga pulgadang gripo ay may pitch na 3.175 mm. Ang butas ay umabot sa 2.2 cm ang lapad. Ang pinakamalaking mga modelo ay nasa kategoryang 17/8. Ang thread pitch ay 5.644 mm, at ang diameter ng butas ay aabot sa 4.15 cm.
Dapat tandaan na kasama ng mga metric at inch marking device, mayroon ding mga idinisenyo upang markahan ang mga butas sa mga tubo. Para sa isang 1/8-inch na tool, ang paglalakbay ay 28 thread bawat pulgada. Kung ito ay 1/2 na grado, kung gayon ang mga thread ay nabuo sa pagitan ng 14 na pagliko bawat pulgada.
Ang mga seksyon ng rifling mismo ay magiging katumbas ng 0.8566 at 1.8631 cm.Ang isang 2-inch pipe tap ay gumagawa ng 11 na pagliko sa bawat pulgada, at ang notch section ay ipinapalagay na 5.656 cm.
Paano pumili ng diameter ng drill?
Ang laki ng mga butas ngayon ay patuloy na tinutukoy ayon sa GOST ng malayong 1973. Bagama't ang pamantayang ito ay ilang beses na binago, ang mga pamantayan nito ay patuloy na nakumpirma ang kanilang kaugnayan. Sa mga tuntunin ng trabaho sa industriya, enerhiya at iba pang mga lugar, walang nagbago. Ang unibersal na diskarte ay tipikal para sa pagproseso ng parehong ferrous at non-ferrous na mga metal. Upang matukoy ang mga parameter na kinakailangan para sa pagputol ng isang panloob na thread, magsimula sa pamamagitan ng pagbabarena sa landing area.
Ginagawa ito sa isang dobleng radius. Maingat na suriin na ang channel kapag ang pagbabarena ay 0.1-0.2 cm na mas makitid kaysa sa kinakailangang seksyon. Kung hindi, hindi na posible na gumawa ng mga pagliko na may eksaktong parehong mga dimensyon. Ang pagpili ng mga drills ay isinasagawa na isinasaalang-alang ang pamantayan sa pagsukat, sa isang milimetro o sa isang pulgadang sukat. Dapat ding isaalang-alang ang bilang ng mga thread para sa pagpasok.
Ang isa at parehong pagliko ay maaaring italaga sa iba't ibang paraan. Naka-install ito sa pamamagitan ng pagsukat ng agwat sa pagitan ng mga katabing sidewall sa profile. Una, 10 thread ang binibilang. Pagkatapos ang bilang ng mga milimetro sa pagitan ng mga ito ay tinatantya at ang figure na ito ay nabawasan ng 10 beses. Ang stroke ay kinakalkula sa parehong paraan, ngunit ito ay kinakalkula na sa pamamagitan ng mga pagliko ng isang thread.

Ang mga katangian ng malutong at matigas na haluang metal ay naiiba sa mga katangian ng malambot na ductile na mga metal. Madalas itong nakalimutan ng mga taong pumipili ng mga gripo para sa threading. Kaya, sa malambot na materyales para sa thread ng M8, kinakailangan ang isang butas na 6.8 mm. Sa solid - 0.1 mm mas mababa.
Pinapayuhan din na isaalang-alang ang maximum na mga paglihis sa diameter na itinakda sa GOST, at bigyang-pansin ang pagkakaiba sa pagitan ng maginoo at walang chipless na mga gripo.















Matagumpay na naipadala ang komento.